智能裝備有限公司")
智能裝備有限公司")
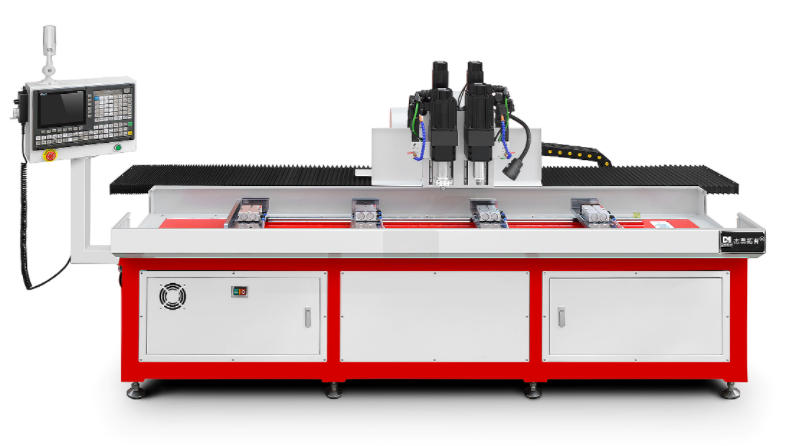
在數控鉆孔機的安裝調試過程中,需嚴格遵循規范操作,以確保設備性能穩定和運行安全,具體注意事項如下:
安裝階段
基礎安裝需嚴格把控。地基承載能力應符合設備參數要求,平整度誤差控制在 0.1mm/m 內。設備就位后,用水平儀在工作臺面縱橫向檢測,通過調整墊鐵使水平度達到 0.02mm/m,同時用直角尺校準立柱與工作臺的垂直度,確保誤差≤0.03mm/1000mm。
電氣系統連接要規范。電源電壓需穩定在額定值 ±5% 范圍內,頻率偏差不超過 ±1Hz,接地電阻應小于 4Ω。接線時區分動力線與信號線,避免交叉干擾,線纜接頭需牢固壓接并做好絕緣處理,連接后需用萬用表檢測通斷及絕緣電阻(≥1MΩ)。
機械部件檢查不可忽視。檢查各緊固螺栓的預緊力,按說明書要求使用扭矩扳手緊固。導軌、絲桿等運動部件需清理防護,檢查潤滑系統,加注指定型號潤滑油,確保油路通暢,同時確認限位開關、急停按鈕等安全部件動作可靠。
調試階段
空運行試驗需分步進行。先進行各軸點動操作,檢查運動方向與指令是否一致,速度調節是否平穩。再進行連續運行,觀察各部件有無異響、振動,溫升是否正常(電機外殼溫度≤60℃),運行時間不少于 30 分鐘。
精度調試需精密測量。使用激光干涉儀檢測定位精度和重復定位精度,確保符合設備等級標準(通常定位精度≤0.01mm,重復定位精度≤0.005mm)。若偏差超標,通過參數補償功能調整,同時校準主軸轉速和進給速度,誤差控制在 ±2% 以內。
試切加工要循序漸進。選擇標準試塊進行鉆孔試驗,首件加工時采用較低參數(主軸轉速為額定值的 50%,進給速度為 30%),檢查孔徑精度、孔位偏差及表面粗糙度。逐步提升參數至額定值,連續加工 5 - 10 件,確認尺寸穩定性,試切后清理切屑,檢查刀具磨損情況。
安全注意事項
安裝調試人員需佩戴防護眼鏡、防滑鞋等勞保用品,設備運行時禁止打開防護門或觸摸運動部件。調試過程中設置警示標識,配備滅火器材,若出現異常立即按下急停按鈕,切斷電源后排查故障,嚴禁帶電檢修。
